

07 7月 3,000 噸/年-20,000噸/年 丙綸一步紡生產線
丙綸短纖維的重量比較輕,擁有優秀的穩定性,恢復性及低導熱,抗靜電性現已被廣泛的應用于各個工業領域。纖維的尺寸在1.5D到15D之間。.
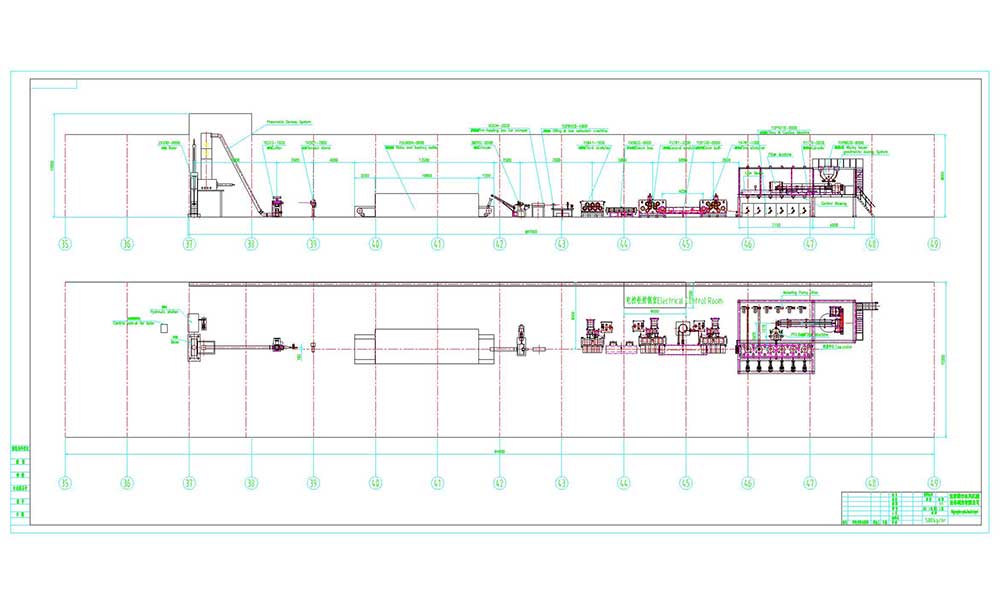
丙綸一步紡短纖維生產流程
丙綸短纖維的原料為聚丙烯粒子,通過溶體紡絲法生產而成。通過螺桿擠壓機熔化后的聚丙烯,通過噴絲板,及中心吹風等一系列工藝流程生產出單絲,最后通過牽伸,卷曲,定型,切斷變成丙綸短纖維。

丙綸短纖維規格
旦數:- 1.5D to 70 Denier
切斷長度:- 25,32,51,64,76,102 and 124 mm (根據客戶要求)
強度:- >3.5gm/Denier
伸長:- >70%
卷曲度:- 3 to 5 per cm
丙綸短纖維的應用
紡紗,過濾織物,土工布,汽車內飾,絕緣材料,地毯,漁網,無紡布,建筑材料,鋼筋混凝土混合物等,尤其是長度短的丙綸短纖維可以摻和到水泥中來增強水泥強度,比例一般為 0.5%-1%。




案例: 20噸/天 丙綸短纖維生產線



融化后的PP 粒子會通過過濾器進行雜質的過濾
1. 形式:立式雙切換,切換不中斷。。
2. 加熱功率: 15kw;
3. 加熱介質:導熱油,帶靜態混合器,內管拋光,熔體管和紡絲箱用法蘭連接。
4. 控制精度:使用壓力≥25MPa,壓力值數顯,控制精度0.1MPa,人工控制精度:0.3MPa

接著熔體進入紡絲箱。為了到達每一個紡絲位在紡絲箱里的分配管道始終保證熔體的停留時間。為了始終保持每一個紡絲位的溫度,熔體管系統和紡絲箱由電加熱通過導熱油作為熱量傳遞介質將熱量傳遞至熔體管道、過濾器、紡絲箱體。
- 加熱介質:330#導熱油
- 加熱功率:電加熱,68KW(分為三組),紡絲箱外部用14mm鍋爐鋼,內管拋光,箱體用保溫棉隔熱。箱體上面用2mm防滑鋼板。全噴鋁離子漆;
中心吹風包括:鼓風機,軟管,空氣傳輸管,中心吹風頭
工作流程:通過空氣處理機來控制中心冷氣溫度和速度,從而通過中心吹風來冷卻纖維絲束。

冷卻和凝固的絲通過上油傳動裝置上油和調節溫度以加強纖維凝聚和反靜電的能力,減少纖維和設備,纖維和纖維之間的摩察,增強纖維處理性能。

在后紡部分總共有3個牽伸機從而形成兩個牽伸區域。在第一個牽伸機和第二個牽伸機,第二個牽伸機個第三個牽伸機之間有水浴槽和拉伸絲束的蒸汽加熱箱。在牽伸機之間通
過不同的速度比率來拉伸絲束

通過疊絲機絲帶會通過張力機來調節第三道牽伸和卷曲機間的張力,并通過卷曲機的擠壓,達到化纖優良的卷曲效果

在通過卷曲機后的纖維會通過切斷機進行切斷并通過鏈板輸送烘箱,進行熱定型和冷卻成型的工序。

烘箱出來后的纖維會通過切斷機切斷,通過風送或者鏈板輸送的方式進入打包機,進行打包。